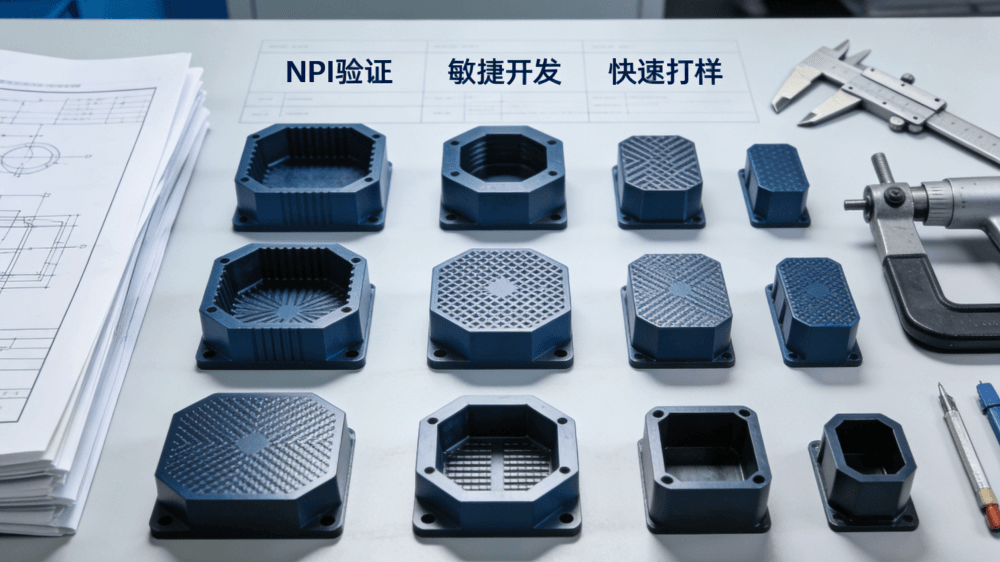
Hardware engineering teams face a critical bottleneck during New Product Introduction (NPI): the financial gap between 3D prototyping and full-scale mass production tooling. You do not need to invest tens of thousands of dollars into a Class 101 steel mold just to run a beta test.
At YG TeCH, our low volume injection molding services are engineered specifically for agile hardware development. For projects with a clear roadmap to mass production, our Minimum Order Quantity (MOQ) is exactly 1 unit. We utilize bridge tooling strategies to validate your design, material, and manufacturing process with minimal capital risk.
Bridge Tooling vs. Prototyping: When to Use Low Volume Injection Molding
3D printing and CNC machining are excellent for form-and-fit testing, but they cannot replicate the thermal stress, shrink rates, or surface finishes (e.g., VDI/SPI textures) of a molded part.
Bridge tooling—or rapid injection molding—uses actual production methods. It provides engineers with true injection-molded components that can endure drop testing, UL certification, and real-world user validation. It bridges the gap, allowing you to launch initial market batches while parallel-engineering the high-volume production line.
MUD (Master Unit Die): The Core Strategy for Lowering Tooling Costs
The primary driver of tooling cost is the steel mold base. YG TeCH eliminates this overhead through our Master Unit Die (MUD) system.
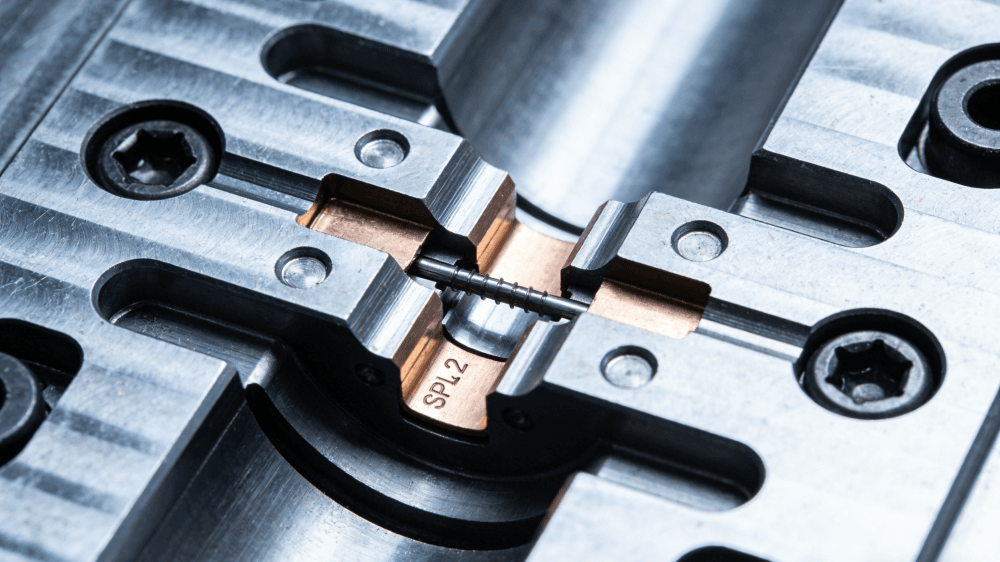
Instead of machining an entire custom mold, our engineers only cut the core and cavity inserts. These inserts are then loaded into our standardized, pre-built mold bases. By utilizing premium AL7075 aluminum or P20 steel for the inserts, we typically reduce initial tooling costs by up to 30%. Despite being classified as “rapid tooling,” these AL7075 and P20 inserts are highly durable, reliably yielding 20,000 to 30,000 shots before requiring significant maintenance.
Material Selection for Low Volume Runs
A common misconception is that rapid tooling restricts your material choices to soft, generic plastics. YG TeCH’s low volume injection molding process utilizes the exact same production-grade pellets as our mass manufacturing runs.
Our MUD tools are engineered to handle high injection pressures and abrasive materials. We routinely mold complex engineering resins, including PA66+30%GF (Glass-Filled Nylon for extreme structural rigidity) and high-impact PC/ABS blends commonly used in consumer electronics and automotive enclosures.
Case Study: 12-Day NPI Launch for a Smart Door Lock Faceplate
To demonstrate the speed of our NPI process, YG TeCH recently partnered with a smart home security company. The engineering team required an initial batch of 1,000 units of a smart door lock faceplate for field beta testing and investor demonstrations.
Using our MUD tooling strategy, we bypassed the lengthy standard mold-making process. Our engineers utilized P20 steel inserts to accommodate the complex cosmetic requirements of the faceplate. From the final DFM approval, we completed the tooling and delivered the T0 injection molded samples in exactly 12 days, allowing the client to hit their strict product launch deadline.
Seamless Scaling from Low Volume to High Volume Production
The greatest risk in hardware NPI is transitioning from a prototyping shop to a mass production factory. Changing vendors means losing critical DFM data, re-cutting molds, and facing new tolerance issues.
YG TeCH functions as a scalable contract manufacturer. Once your low volume run successfully validates the market, we seamlessly transition your project to our high-volume facility. With a dedicated fleet of 120T to 800T Sumitomo and Haitian injection machines, we scale your production from 1,000 units to 100,000+ units under the same quality control systems, utilizing the exact same engineering team.