Procuring standard tooling is straightforward, but custom plastic mold making requires solving complex geometric challenges before cutting any steel. For OEMs developing sophisticated consumer electronics, medical devices, or automotive components, standard mold bases and simple ejection systems are insufficient. At YG TeCH, we engineer tooling solutions that guarantee exact dimensional stability and repeatable high-volume yields. From hydraulic core pulls to 32-cavity hot runner systems, our tooling methodology relies entirely on precise CNC machining, strict DFM validation, and authentic LKM mold bases.
The Difference Between Standard and Custom Plastic Mold Making
Standard molds are essentially just cavities cut into steel. True custom injection mold manufacturers must engineer active mechanical systems within the mold to handle complex part geometries.
When CAD designs feature internal threads, severe undercuts, or side holes, YG TeCH integrates advanced demolding mechanisms directly into the tool architecture. Our tooling engineers routinely design and machine hydraulic core pulling systems, automatic thread unscrewing mechanisms, and complex multi-stage lifters. This ensures that even the most intricate structural features are molded perfectly within a single, automated injection cycle, eliminating the need for manual secondary machining.
Precision CNC and EDM Machining for Complex Geometries
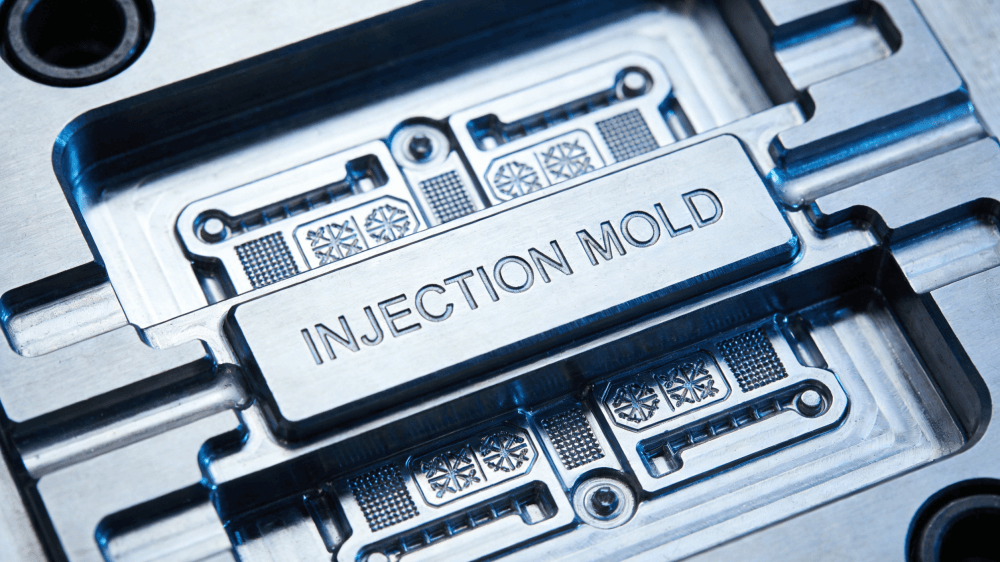
Custom geometries demand extreme machining accuracy. A fraction of a millimeter in mismatch can lead to flash, short shots, or component failure. Utilizing our in-house Makino and Mikron CNC centers, YG TeCH strictly maintains steel machining tolerances of +/- 0.01mm.
Beyond dimensional accuracy, precision plastic mold making requires exact surface finishes. For custom cosmetic parts, we deploy advanced Electrical Discharge Machining (EDM). Our mirror EDM capabilities can achieve highly polished SPI A2 finishes for optically clear components, as well as precise VDI 3400 textures directly on the tool surface, ensuring absolute aesthetic consistency across mass production runs
Scaling Up: Multi-Cavity Tooling and Steel Selection
The true test of custom plastic mold cost engineering is maximizing output while maintaining part-to-part consistency. For physically small but high-demand custom parts, YG TeCH designs and builds high-capacity multi-cavity tools, scaling up to 32-cavity (1×32) configurations.
To support these high-volume runs, we match the tool steel directly to your expected product lifecycle. While P20 steel is sufficient for mid-volume runs, we specify premium hardened steels like Swedish ASSAB S136 or NAK80 for 32-cavity tools. Combined with globally supported hot runner systems (such as YUDO or Mold-Masters), these custom molds are guaranteed to operate flawlessly for over 1,000,000 shots.
Case Study: Engineering a Custom Mold for Smart Glasses
To illustrate our problem-solving capabilities in custom plastic injection parts, YG TeCH recently engineered the tooling for a smart glasses temple (arm).
The Engineering Challenge The temple featured a highly complex internal undercut required to house the electronic flex cable. However, the internal cross-sectional space was extremely confined. A conventional angled lifter could not physically fit within the cavity without colliding with the ejector pins, threatening to halt the entire NPI process.
The YG TeCH Solution Our engineering team discarded the standard lifter approach. Instead, we designed a custom mechanical collapsing core . As the mold opens, this specialized core automatically collapses inward, safely releasing the severe undercut without requiring extra lateral space.
Furthermore, because the confined space restricted normal water cooling channels—which would have caused heat accumulation and part warpage—we machined the custom core out of Beryllium Copper (BeCu). The superior thermal conductivity of the BeCu inserts instantly dissipated the heat, optimizing the cycle time and ensuring a zero-defect yield.
DFM and Mold Flow: The Prerequisites for Custom Tooling
We never execute a custom tooling build based on guesswork. Prior to finalizing the tool design, YG TeCH conducts a mandatory Design for Manufacturability (DFM) and Mold Flow analysis. By simulating the melt front, temperature distribution, and volumetric shrinkage, we identify potential sink marks and weld lines digitally. We optimize gate locations and conformal cooling layouts before a single piece of steel is cut, guaranteeing that your T0 samples meet print specifications.